Watching a major breakthrough in plastic recycling creates a surge of optimism, particularly when success appears neatly packaged in a lab report or a viral headline. Yet, the true industrial test arrives when that same science must navigate a gauntlet of construction permits, rigid feedstock contracts, and the expectations of global brands signing for multi-year supply volumes.
Across northeastern France, Carbios is scaling enzymatic PET recycling to shift the industry from experimental narratives toward permanent industrial infrastructure. While the biological potential to break PET back into reusable building blocks has remained a theoretical goal for years, the Longlaville facility is proving that this plastic depolymerisation technology can operate at industrial speed.
Financing, contractual obligations, and construction planning are now converging to transform these project milestones into a first-of-a-kind industrial facility.

Enzymatic PET Recycling Explained and Longlaville Plant Quick Facts
Quick Facts: Carbios Longlaville Enzymatic PET Recycling Plant Timeline
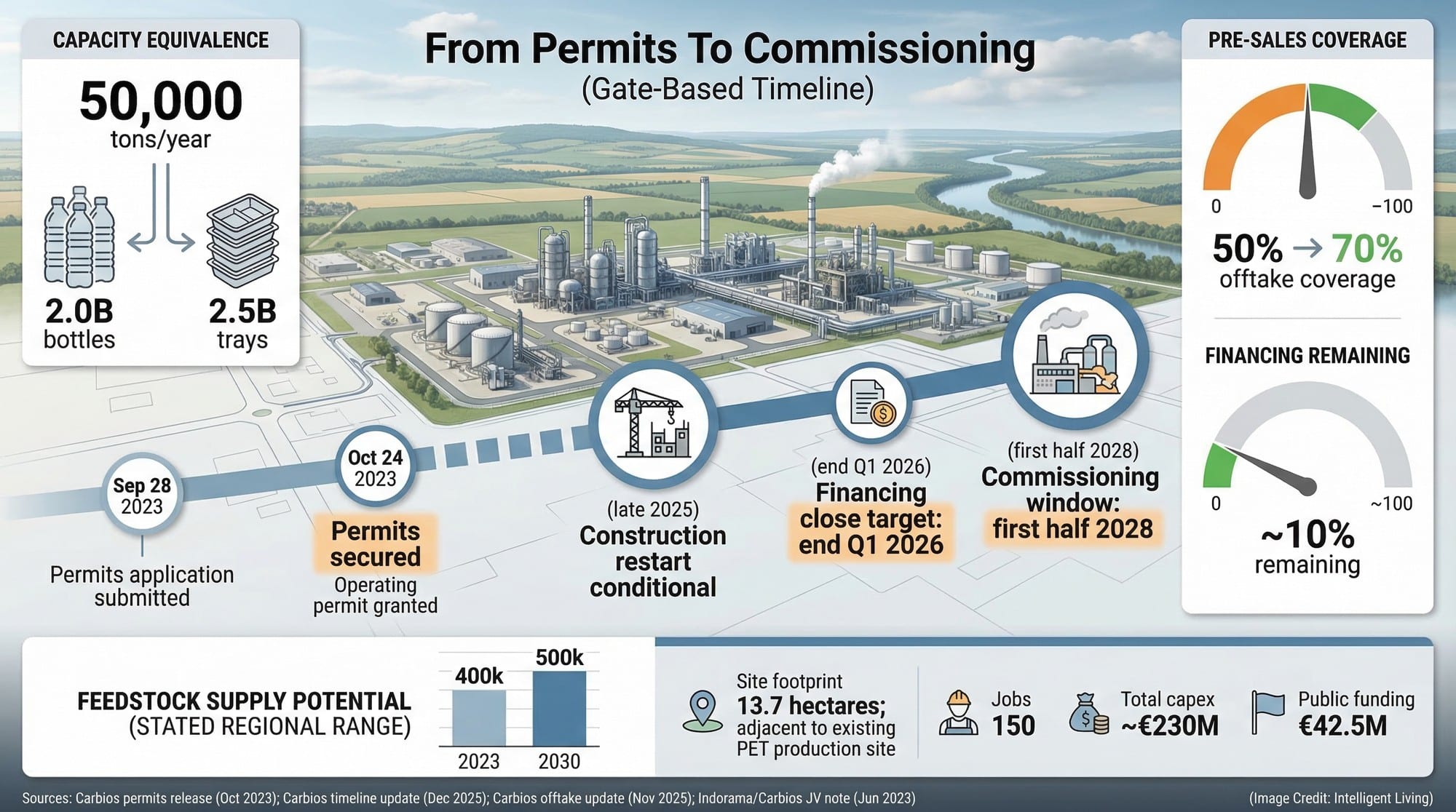
- Location: Longlaville, France, next to an existing Indorama PET production site.
- Planned Capacity: This facility operates at a 50,000-tonne-per-year Longlaville plant design that targets high-volume post-consumer waste recovery.
- Estimated Capital Investment: Roughly €230 million was allocated following the Carbios and Indorama partnership reaffirmation to establish this reference facility in France.
- Permits: Construction began shortly after Carbios secured the building permit and operating authorisation for Longlaville to move the project into the physical implementation phase.
- Commissioning Outlook: First half of 2028, conditional on final financing.
- Commercial Coverage: Pre-commercial contracts have been reported to cover close to 50% of planned production capacity, with a target to reach 70%.
Picture 50,000 tonnes not just as a number but as the tipping point where a circular project moves from a niche sustainability effort to a force that reshapes how global supply chains source their materials.

What Enzymatic PET Recycling Is and What it is Not
How Enzymatic Depolymerisation Works
Enzymatic PET recycling serves as a sophisticated form of depolymerisation. Rather than simply shredding or melting plastic into lower-quality materials, engineers use specialised enzymes to return polyethylene terephthalate (PET) to its original chemical building blocks. Purifying and reassembling these building blocks results in high-quality PET that meets industrial manufacturing requirements.
The success of the facility depends on enzymatic depolymerisation followed by purification and repolymerisation, a process that ensures the final resin maintains the performance standards of virgin material. To put it simply, this technology allows plastic to be chemically unravelled into its original building blocks before being reassembled into high-purity resin.
Where the Science is Strong
Years of academic and industrial testing have steadily refined the underlying science. Developing an engineered PET hydrolase that depolymerises PET into monomers solidified the technical foundation of this field. Yields and timelines are highly sensitive to the comparative analyses of enzymatic PET depolymerisation conditions, where specific process adjustments dictate the efficiency of the entire site.
What Enzymes Do Not Solve
Enzymatic recycling is neither a universal fix for every plastic type nor a promise that every bottle will enter a permanent loop. Profitability at these facilities is dictated by how well engineers manage such complexities. Consider the common kitchen-counter moment: a bottle with residue or a label sleeve can fundamentally change what a recycling system can economically accept.
Achieving high-purity results requires meticulous attention to the following factors:
- Feedstock quality and contamination levels
- Rigorous monomer purification requirements
- Continuous and stable plant operation schedules
- Consistency in pretreatment and crystallinity windows
Managing these complexities determines the economic viability of the entire system. A common kitchen-counter moment illustrates the limit: a bottle with residue, a label sleeve, or mixed materials can significantly change what a recycling facility can profitably process.
When Waste Streams are More Crystalline than the Lab
Industrial systems must adapt to feedstock challenges, much like the findings in the PNAS study on enzymatic depolymerisation of highly crystalline PET, which demonstrate how biological catalysts interact with non-ideal waste streams.
Why Enzyme Engineering Became a Breakthrough Story
Public confidence in biorecycling grew following the introduction of a mutant enzyme designed to accelerate PET breakdown, proving that engineering could overcome the slow pace of natural degradation. Such progress helped readers understand why “biology meets plastics” became more than a slogan.
Why Demonstration Plants Matter Before Commercial Plants
Engineers refined the process through several critical validation phases:
- Scaling biological catalysts from laboratory to pilot volumes
- Validating performance at an industrial demonstration plant for enzyme-based PET recycling
- Stress-testing monomer purity against virgin resin standards
These steps were essential before committing to the full-scale Longlaville site.
Longlaville Plant Reality Check: Permits, Capacity, and Buyer Offtakes
Longlaville in Plain Terms: Capacity, Site, Permits, and the Timeline That Moved
Capacity and the Original Commercial Target
Longlaville is positioned as a first-of-a-kind reference plant designed to process roughly 50,000 tonnes of post-consumer PET per year. Reaching this scale provides sufficient material to fundamentally shift regional procurement strategies for major packaging partners.
Initial project goals targeted a 2025 launch, but first-of-a-kind infrastructure rarely maintains its original schedule as financing and market conditions grow more complex.
Permits and Construction Readiness
Success requires more than chemistry; the project also demands precise coordination of land, permits, and physical integration with existing industrial sites. Securing the final building and operating authorisations for the Longlaville biorecycling plant allowed the project to transition from a conceptual design to a physical construction asset.
Capital Needs in a First-Of-A-Kind Plant
Capital requirements and inflation pressures remain high for first-of-a-kind facilities, particularly those targeting continuous industrial output. Total project funding was solidified in the Indorama statement on financing and plant scale, which detailed the collaborative effort needed to bring this technology to the industrial stage.
Financing Conditions and a Revised Timeline
Project leaders confirmed their long-term commitments in a mid-year update outlining revised timing and financing conditions, ensuring that the 2028 timeline remained grounded in realistic funding structures.
Why Industrial Timelines Slip in Everyday Terms
Renovating a kitchen with a budget and a contractor is one thing, but building a factory that runs 24/7 is entirely different. Industrial success requires lenders, suppliers, and regulators to align perfectly on the same risk profile.
Why Output Consistency is the Whole Point
High-volume waste streams become high-value manufacturing inputs when this technology is woven into a broader circular economy strategy for the plastics sector. Consistency in output depends on infrastructure that produces uniform feedstock, moving beyond a clever chemistry story into real industrial results.
Offtakes Maturing: Why Buy Agreements Are the Real Scale-Up Fuel
Why Offtakes Make Capacity Financeable
Industrial scaling requires more than engineering; it depends on buyers committing to long-term purchases at stable prices and volumes.
Where Demand is Showing Up First
Establishing biorecycled PET supply contracts for cosmetics packaging ensures that the plant’s output immediately meets the high performance and aesthetic standards of the beauty industry.
Securing rPET agreements in the beverage industry allows global brands to stabilise their supply chains while moving toward mandatory recycled-content thresholds.
How this Shows Up in Everyday Packaging
Recycled materials begin appearing on store shelves long before a facility reaches full operation. When a shopper holds a clear bottle in a grocery aisle, they often see only the label, unaware of the multi-year supply agreement driving that material’s existence.
Brands are already experimenting with label-free recycled PET bottle initiatives to highlight the purity of their materials and meet evolving consumer expectations for sustainability.
What Big Procurement Signals to the Market
Large-scale procurement acts as a powerful market signal. When companies commit to recycled plastic supply deals sized in hundreds of millions of bottles, they effectively de-risk the expansion of industrial-scale recycling infrastructure.
Policy and Operations: What Makes Advanced PET Recycling Viable
Policy Pull: Why Europe is Turning Recycled Content Into a Supply-Chain Requirement
Recycled Content and Collection Targets That Shift Procurement
Economic landscapes for recycling are shifting as voluntary ‘green’ goals transform into hard legal requirements. Procurement teams must now solve these constraints to maintain their presence on European shelves.
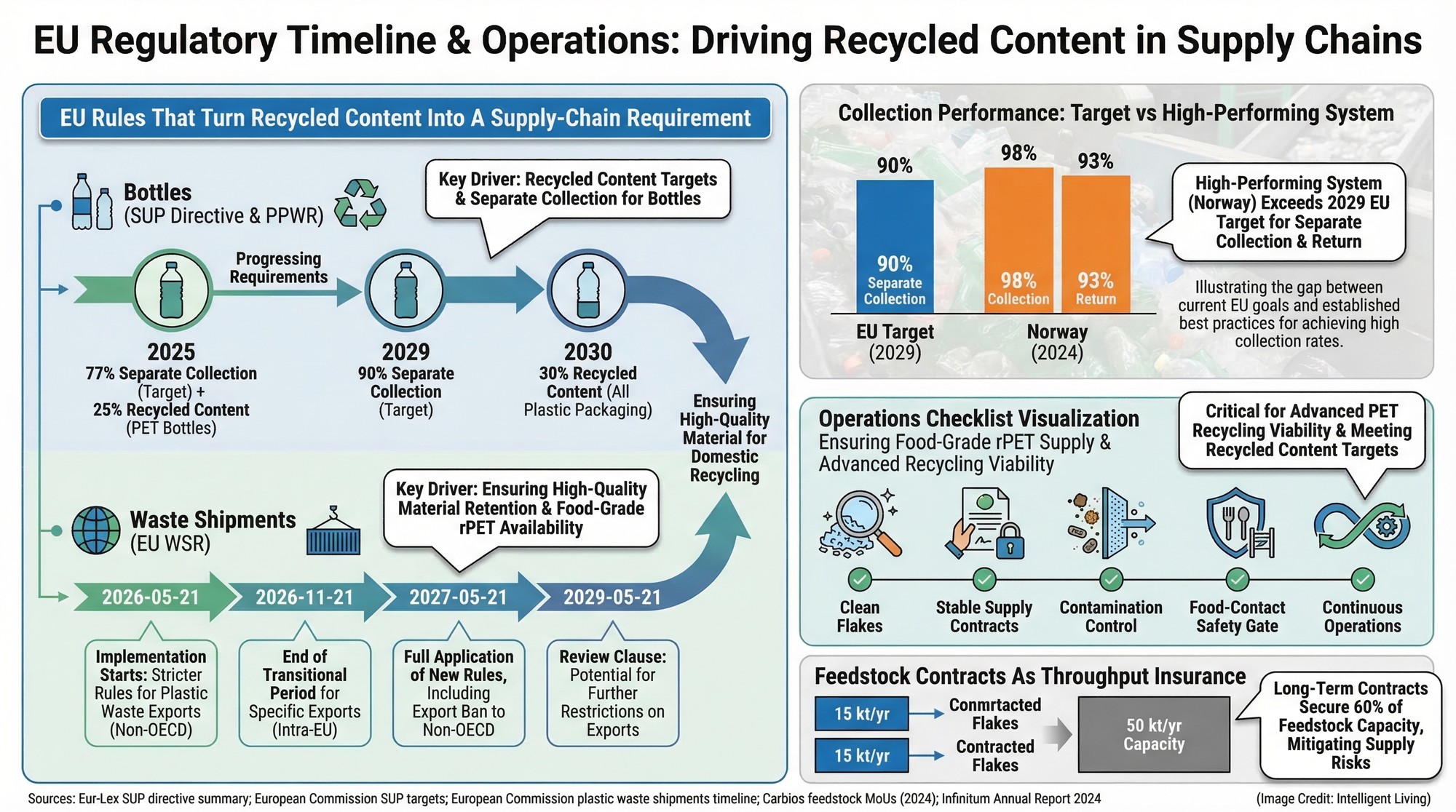
Procurement strategies are now governed by the EU summary of recycled-content and bottle collection targets, which dictate the minimum volumes of circular materials that must enter the market.
Packaging Rules Beyond Bottles
Expanding regulatory landscapes, specifically through the EU packaging and packaging waste rules, now establish new standards for recyclability across all consumer product categories.
Sorting and Collection Infrastructure that Improves Feedstock
Small beverage brands might view ‘25% recycled content’ as a marketing theme, but procurement teams recognise it as a rigid material constraint. Delivering consistent quality under these rules requires infrastructure that can handle industrial loads.
Standardising these systems ensures a steady flow of high-value plastic waste, turning a messy collection problem into a predictable industrial resource. Industrial recycling discussions focus on several practical levers to improve the supply chain:
- AI-enabled sorting systems that reduce stream contamination
- Feedstock stability is enhanced by robotic sorting that improves plastic stream quality, allowing plants to process more diverse materials without sacrificing the purity of the final monomers.
- Collection efficiency peaks with deposit return design that drives high bottle return rates, turning consumer participation into a reliable source of high-quality industrial feedstock.
- Enhanced regional collection networks that minimise waste exports
These improvements ensure that facilities have access to high-value recovered material. Robotic systems are particularly effective at increasing the value of the plastic stream by isolating high-purity flakes before processing.
The Push to Process More Material at Home
Local infrastructure must now absorb the volumes formerly exported, a transition accelerated by EU restrictions on shipping plastic waste to developing nations that keep more raw material within regional markets.
The Boring Essentials that Make or Break a Recycling Plant
Feedstock Supply Contracts that Keep a Plant Running
Beyond headlines and policy targets lie quieter industrial realities that determine whether a plant can run continuously: feedstock supply, enzyme supply, and stable operations.
Plant throughput is secured by partnerships like the 15-kiloton-per-year PET flakes supply commitment, which ensures a steady baseline of material for the biorecycling process.
Continuous operations are supported by a post-consumer PET flakes supply agreement beginning in 2026, providing the long-term reliability needed for industrial scaling.
Enzyme Manufacturing Scale as a Bottleneck or a Moat
Scaling this technology requires a robust enzyme production partnership with Novozymes, ensuring that biological catalysts are available in the volumes required for commercial throughput.
Operational Reality in One Household Image
Relating industrial success to a household recycling bin is simple: a bin that looks full is not the same as a supply chain delivering clean flakes daily. True industrial efficiency is achieved by engineering out variability, ensuring that circular PET supply chains remain as reliable as traditional manufacturing routes.

Beyond Bottles: What Comes Next for Enzymatic PET Recycling
Threaded Reality: PET Circularity Beyond Bottles
Textiles and Tyres as a Second Market
While bottles grab the most headlines, PET’s reach extends into high-volume markets like textiles, tyres, and durable industrial goods, offering a far wider path for circular materials to travel. Market reach expands through the monomers-to-filaments route for tyre textile reinforcement, proving that biorecycled materials can meet the high-performance requirements of industrial fibres.
Why Multi-Market Demand Makes Circularity More Resilient
That pathway matters because it hints at a more resilient circular economy. If recycled monomers can serve multiple end markets, demand becomes less dependent on one packaging segment.
Consumers can now find tyres reinforced with recycled plastic bottle-derived fibres in the mainstream market, demonstrating the versatility of monomer-based recycling paths.
What to Watch Next: Industrial Enzymatic Recycling Milestones to Track
Watch Financing and Commissioning Signals
Project success depends on reaching the financing condition and revised 2028 commissioning outlook, a milestone that will signal the readiness of enzymatic recycling for global replication.
Track EU Targets and How they Get Counted
Compliance teams closely monitor the single-use plastics recycled content and collection targets page to ensure that their procurement strategies align with evolving European regulations.
Improve Feedstock Quality Where it Starts
The industrial chain begins with individuals building a sustainable waste management system at home, where effective sorting reduces the burden on downstream processing facilities.

What Carbios’ Longlaville Plant Could Mean for Circular PET Supply Chains
Multiple advanced recycling routes are now transitioning into permanent infrastructure, signalling a broader shift in how the industry handles difficult waste streams. If a 50,000-tonne-per-year plant can secure financing, maintain feedstock quality, run continuously, and deliver contracted volumes, it becomes a reference point for future replication.
The move toward commercial-scale recycling plants that use high-pressure steam provides a critical alternative for waste streams that cannot be handled by traditional mechanical methods.
A simple human reality sits underneath the engineering: the packaging people touch every day is shaped by contracts signed years earlier, by sorting systems that determine what counts as usable feedstock, and by rules that define what recycled content can be claimed.
Expert Guide to Enzymatic PET Recycling and Plant Operations
How does the Carbios Longlaville plant’s capacity impact the market?
The facility is designed to process 50,000 tonnes of post-consumer PET waste annually, providing enough high-purity recycled feedstock to significantly de-risk supply chains for the cosmetics and beverage industries.
When will the first industrial enzymatic PET recycling plant be operational?
Commissioning for the Longlaville site is scheduled for the first half of 2028, with a critical financing milestone targeted for the end of the first quarter of 2026.
What are the main benefits of plastic depolymerisation technology?
Biological depolymerisation offers a distinct advantage over mechanical methods by returning plastic to its original chemical building blocks, enabling the production of recycled PET that matches the quality of virgin resin.
How do EU recycled-content targets influence this project?
Strict European regulations mandate minimum recycled content in beverage bottles, forcing brands to secure long-term offtake agreements from advanced facilities like Longlaville to maintain compliance.
Can enzymatic recycling handle non-bottle PET waste?
Yes, biological pathways process polyester textiles and industrial fibres, broadening the circular economy into the tyre and garment manufacturing sectors.
How are plastic recycling processes evaluated for food-contact safety in Europe?
High safety standards are ensured by the plastic recycling process evaluation for food-contact safety, a mandatory review that every resin must pass before reaching beverage or food packaging markets.
{kind=link}